2017-07-31 12:28:08 北极星电力网
摘要:介绍了催化燃烧技术在处理橡胶生产废气方面的应用.采用"冷凝-催化燃烧"技术,在空速30000h-1,反应器入口温度250~300℃的条件下,橡胶废气经过处理,达标排放.在石油化工行业的生产过程中,会产生以挥发性有机物为主要组分的废气。这些有机物如果直接排入大气,将危害人体健康污染周围环境
摘要:介绍了催化燃烧技术在处理橡胶生产废气方面的应用.采用"冷凝-催化燃烧"技术,在空速30000h-1,反应器入口温度250~300℃的条件下,橡胶废气经过处理,达标排放.
在石油化工行业的生产过程中,会产生以挥发性有机物为主要组分的废气。这些有机物如果直接排入大气,将危害人体健康污染周围环境。因此我国《大气污染物综合排放标准》GB16297-1996对有机物的排放作出了严格限制。
有机废气的治理方法包括吸收、吸附、冷凝、直接燃烧、热力燃烧和催化燃烧等。催化燃烧是理有机废气的一种行之有效的方法K在较低的温度下250-400℃,利用催化剂使有机物无焰燃烧H忌詹物是CO2和H2O。为了保护催化剂在进行催化燃烧处理时33P枰根据废气性质的不同2扇〔煌的预处理方式。
中国石化抚顺石油化工研究院FRIPP从上世纪90年代开始从事有机废气的催化燃烧治理研究,曾先后对多种有机废气进行了催化燃烧实验室、中试及工业化应用研究。2007年进行了橡胶厂热塑性丁苯橡胶SBS废气的工业化治理研究。结果表明,采用以催化燃烧为核心的治理技术,可使净化气达到国家排放标准,使周围环境空气质量明显改善。而且该技术还具有能耗低、操作方便、处理效果好等优点,J怯行У挠谢废气处理技术之一。
1废气来源及组成
橡胶行业排放的废气中一般含有环己烷、己烷以及芳烃类等。某石化企业橡胶厂SBS装置F渖产流程包括四部分聚合单元、回收单元、凝聚单元、后处理单元7掀的产生主要集中在后处理单元。后处理单元共有四股废气排放7直鹞进料口闪蒸气、挤压机出口闪蒸气、产品风力输送排放气以及热风干燥排放气。四股废气的主要污染组分均为环己烷和己烷。此外,进料口闪蒸气和挤压机出口闪蒸气中还含有大量的水蒸汽。其废气的排放参数见表1。
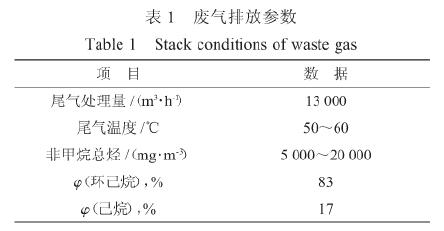
废气的总烃浓度远超过国家排放标准《大气污染物综合排放标准》中非甲烷总烃的排放限值为120mg/m3。
2废气处理工艺
2.1废气处理流程
针对SBS后处理单元4股废气的组分FRIPP制定了“冷凝-催化燃烧”处理工艺。废气的简要处理流程见图1。

产品风力输送排放气、热风干燥排放气直接进行催化燃烧处理,进料口闪蒸气、挤压机出口闪蒸气中含有大量的水蒸汽和环己烷对这两股废气首先采用两级冷凝预处理,以回收其中的水和环己烷,两级冷凝得到的不凝气与风力输送排放气、热风干燥排放气混和,一并进行催化燃烧处理。混和气依次经过除雾器、催化风机、换热器冷、加热器、催化燃烧反应器、换热器等处理后,回收能量,净化气达标排放。
2.2装置处理规模的确定
采用催化燃烧工艺处理以上4股废气时,为安全考虑,一般控制进入催化燃烧反应器的废气中有机物浓度低于25%LEL”炸下限。环己烷和正己烷的爆炸下限均为1.2%√寤分数,因此二者以任意比例混合,其混合气的爆炸下限均为1.2%体分数则25%LEL为0.3%体积分数即处理时应控制废气浓度在3000μL/L“椿芳和檎鬯阄废气的总烃浓度为11250mg/m3以下。从对催化剂、反应器和换热器等的耐温方面综合考虑,催化燃烧反应器入口废气的浓度按8000mg/m3设计。
因此装置的处理规模确定为30000m3/h。通过添加稀释空气来控制反应器入口废气的总烃浓度在8000mg/m3以下。
3结果和讨论
废气处理装置于2007年9月投入运转。采用的蜂窝状贵金属催化剂,由FRIPP生产。整套装置的控制采用PLC控制系统。
3.1预处理效果
装置采用的预处理措施主要包括冷凝、除雾、过滤等。
一级冷凝采用循环冷却水30℃,作为冷却介质,二级冷凝采用冷却盐水,30%CaCl2溶液-3,作为冷却介质,冷凝得到水和环己烷的混合液,进入厂方的环己烷-水分离罐,分离脱水,;厥栈芳和椤7掀经过冷凝预处理,废气中的水蒸汽含量大大降低,降低了进入反应器内的水蒸汽量,延长了催化剂的使用寿命,同时避免了废气在管道和设备上冷凝带来的腐蚀问题。
废气中含有SBS填充油油雾,这些油雾容易在气体管道法兰、阀门、弯头以及过滤器、换热器、加热器等设备中粘附累积=档蜕璞感率S臀砼ǘ鹊牟蝗范ㄐ砸哺催化燃烧带来某种程度的隐患R虼耍应捕集去除。装置设置的油雾捕集器中以玻璃纤维滤筒为内芯。气体从罐入口进入滤筒,油雾和固体颗粒被截留,气体穿过滤筒顶部和侧壁,进入滤筒与金属罐形成的空间,然后从罐的出口排出。被截留的油雾和固体颗粒在重力的作用下,落到金属罐底部#作为污油定期排出由厂方统一回收。
3.2废气处理效果
开工运转期间,催化燃烧反应器入口温度维持在250-300度,出口温度在350-520度,床层空速30000h-1。由于废气浓度较高,装置充分利用了废气催化燃烧过程中产生的大量反应热用来预热反应器进口的废气.因此,在装置运转过程中,加热器输出功率为零从而大大降低了装置的能耗。

表2可见,装置处理后气体的总烃浓度为62-100mg/m3,低于120mg/m3的国家排放限值。装置投用后,污染得到有效治理,装置周围的环境空气质量得到明显改善。
表3是长期运转过程中催化燃烧处理装置的处理效果空速30000h-1。

由表3可见,在近1年的运行后,催化剂活性没有下降迹象。
3.3装置能耗
废气催化燃烧产生大量的热量Mü高效的换热器用来预热反应器进口的待处理废气,以降低装置能耗。当废气浓度达到一定数值时,催化燃烧反应的进行完全通过自身氧化产生的热量来维护,不需要外加热量。因此在装置的正常运转过程中<尤绕饕恢贝τ诠乇兆刺此时装置的电耗仅为风机的电耗以及仪表、电气等的电耗。
SBS废气浓度较高,热值较大,反应过程中产生大量的反应热,产生的反应热除用于维护反应自身进行之外,还有一部分热量还可以用于厂方的热风干燥系统,取代目前使用的水蒸汽加热系统。
4结论
(1)橡胶厂SBS废气中含有环己烷、己烷等有机物,废气的总烃浓度高达20000mg/m3,远超过国家排放标准。
(2)应用“冷凝-催化燃烧”技术处理橡胶废气,T诖呋燃烧反应器入口温度250-300度,床层空速30000h-1的条件下,净化气中总烃浓度在100mg/m3以下,符合国家排放标准。
(3)装置充分利用了自身产生的反应热,在正常运转过程中加热器输出功率为零,大大降低了装置的能耗。



 橙电公众号
橙电公众号
 橙电APP
橙电APP

身份真实、信息真实、交易真实

实名认证、诚信积分、用户等级

服务最优、质量最优、价格最优
Copyright 2014-2026 www.gzcd88.com 广州橙电网络科技有限公司 版权所有 粤ICP备15096921号-4


 手机橙电
手机橙电



 收藏文章
收藏文章 分享至空间
分享至空间 分享至微博
分享至微博