2017-08-09 13:19:09 北极星电力网
摘要:采用蓄热氧化技术对氯碱、油田化学品表面活性剂等生产装置排放的含氯废气进行治理。蓄热氧化法可以在温度为750~950℃的条件下,将废气(含空气)中的氯苯、苯等有机组分氧化为CO2,H2O和HCl等气体,氧化后的废气可通过碱液吸收脱HCl、活性炭吸附脱二f英
摘要:采用蓄热氧化技术对氯碱、油田化学品表面活性剂等生产装置排放的含氯废气进行治理。蓄热氧化法可以在温度为750~950℃的条件下,将废气(含空气)中的氯苯、苯等有机组分氧化为CO2,H2O和HCl等气体,氧化后的废气可通过碱液吸收脱HCl、活性炭吸附脱二f英。处理后的气体各项指标达到了国家和地方废气排放的标准,有效减轻了含氯有机废气直接排人大气对人体健康及周围环境造成的危害。
挥发性有机化合物(VolatileOrganicCorn—pounds,VOCs)是石油化工过程以及各种使用有机溶剂的行业,如喷漆、印刷、制药、煤化工等行业排放的最常见的污染物。该类化合物多数具有刺激性气味和毒性,部分已被列为致癌物;多数VOCs气体易燃易爆,对企业生产安全造成威胁。VOCs作为促进臭氧和PM2.5形成的主要前体物之一,日益受到社会关注,有效控制VOCs已成为现阶段我国大气环境治理领域中的热点问题。2013年国务院发布《大气污染防治行动计划》(国发[2013]37号)明确提出要求,到2017年,全国地级及以上城市可吸人颗粒物浓度比2012年下降10%以上,优良天数逐年提高;京津冀、长三角、珠三角等区域细颗粒物浓度分别下降25%,20%,15%。
某公司氯化苯、硝基氯苯和油田化学品表面活性剂装置真空泵排放有机尾气中的主要污染组分为氯苯和苯。其中,硝基氯苯装置真空泵排放废气主要含有氯苯;氯化苯装置真空泵排放气含有氯苯、苯和少量多氯苯。排放废气中含有大量挥发性有机物,具有含污染物浓度高、排气量大、废气含氯离子、以及含水蒸气等特点,这些废气异味大、毒性大,污染物浓度超标严重。之前这些尾气通过真空引气,未经处理直接排放大气,原有装置尾气处理不仅效果差,而且易出现爆鸣现象j,给周围大气环境带来了严重污染,按环保法规要求应进行彻底治理。
工业上普遍采用的有机废气治理技术包括催化氧化法(co)、蓄热氧化法(RTO)和吸附法等。由于该废气含有苯、氯苯和多氯苯,且浓度较高,氧化处理过程产生氯化氢等气体,对催化氧化催化剂影响较大,因此催化氧化法对处理该废气不适用;而采用活性炭吸附法处理该类废气,由于被吸附组分分子量较大,沸点较高,难以采用真空再生,而采用高温蒸汽再生工艺流程长,操作复杂,能耗高,活性炭损耗严重。针对排放废气中含有苯、氯苯、多氯苯等有机物,排放气量及浓度波动较大,治理达标标准高,氧化处理过程中存在氯化氢等气体,对设备管道腐蚀严重等问题,采用了中国石化抚顺石油化工研究院开发的有机废气蓄热氧化成套处理技术,进行集中收集及达标排放治理。
1蓄热氧化技术及原理
在有机废气净化领域中,蓄热氧化法是近年来在燃烧法的基础上发展出来的新技术,通过使用陶瓷蓄热体充分利用燃烧尾气热量,与传统燃烧法相比,降低了运行费用。由于节能效果明显,该技术在有机废气治理中得到了广泛应用,使燃烧法可以在较低废气浓度下使用,拓宽了燃烧技术的应用范围。该技术在我国的应用虽然晚于活性炭吸附法,但因其操作简单,运行维护费用较少,对挥发性有机物的去除效率较高,一般在95%以上,是目前我国有机废气治理的主要技术之一。在国内,主要用在汽车制造、化工、电子制造、集装箱制造、涂布、碳纤维制造等VOCs排放组分复杂的行业。根据中国环境保护产业协会《蓄热燃烧法工业有机废气治理工程技术规范》开题论证会资料显示,已经在用的蓄热氧化治理设备已经超过200套,并呈不断上升的趋势。
1.1蓄热氧化技术
蓄热氧化技术的核心工艺为有机废气的蓄热氧化处理工艺,即将废气中低浓度的有机物高温氧化成二氧化碳和水,从而实现有机废气的达标排放。然而由于废气中含有氯苯,因此废气经蓄热氧化后存在生成二嗯英的可能。已被证实的氯化物氧化过程中二嗯英的形成机理主要有4种:
1)二嗯英在燃烧原料中已经存在。原料在燃烧时原有的二嗯英未完全破坏或分解,继续在烟气中存在。
2)高温气相生成(均相)。在氧化初期阶段,除水分外含碳氢成分的低沸点有机物挥发后与空气中的氧反应生成水和二氧化碳,形成暂时缺氧状况,使部分有机物与氯化氢(HC1)反应,生成二嗯英。
3)从头合成(非均相)。通过飞灰中的大分子碳(的残碳)与有机或无机氯在低温下(200~400℃)经飞灰中某些具有催化性的成分(如Cu,Fe等过渡金属或其氧化物)催化生成二嗯英。
4)前驱物合成。不完全燃烧和飞灰表面的非均相催化反应可形成多种有机前驱物,如多氯联苯和氯酚,再由这些前驱物生成二嗯英。蓄热氧化工艺产生二嗯英遵循2),3),4)机理。
采用蓄热氧化将含氯苯废气转化成CO2、H2O和HC1,控制合适的氧化温度,极大地减少了氧化过程中二嗯英的生成,然后使用碱液对废气进行吸收处理,去除蓄热氧化过程中生成的HC1,最后用活性炭进行吸附处理,确保废气中二嗯英的达标排放。
1.2蓄热氧化工作原理
蓄热氧化反应器采用3条废气通道,1个工作循环分为3个工作阶段,每个阶段的切换通过进气口、出气口和清洗口的阀门控制。在使用时,3个循环过程周而复始地实现连续运转,三蓄热床结构见图1。
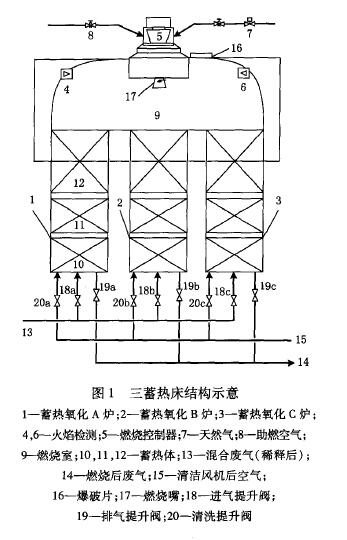
循环一是来自废气管线13的废气经过进气口18a进入蓄热氧化炉A,废气经蓄热床层加热至废气氧化温度后,进入燃烧室9内进行氧化反应,将废气中的污染物净化,得到的净化气体蓄热氧化炉B中放热,此时蓄热床层处于蓄热状态,净化气体经出气口19b排出;来自吹扫管线15的空气经过清洗口20c进入蓄热氧化炉C,此时蓄热床层处于放热状态,对清洗空气进行加热,清洗空气将蓄热氧化炉c内的废气置换清洗,清洗后以备用为循环二的出气通道;蓄热氧化炉C内置换出的废气在燃烧室9内进一步反应,也将由蓄热氧化炉B排出。循环一经过30~120s后,通过开关阀切换,装置进入循环二。循环二是蓄热氧化炉B为进气通道,蓄热氧化炉C为出气通道,蓄热氧化炉A为清洗通道。其中,进气、出气、清洗通道的功能与循环一所对应的通道一样。循环三是蓄热氧化炉C为进气通道,蓄热氧化炉A为出气通道,蓄热氧化炉B为清洗通道。其中,进气、出气、清洗通道的功能与循环一所对应的通道一样。
2废气蓄热氧化处理工艺
蓄热氧化废气处理装置采用三蓄热床结构,装置设计处理规模15000m/h,年操作时数8400h。主要由阻火器、缓冲罐、引风机、蓄热氧化反应单元、碱液洗涤吸收设备、吸附罐及控制系统等构成。
2.1蓄热氧化及尾气吸收反应机理
蓄热氧化法可以在温度为850—950oC条件下,将废气(含空气)中的氯苯、苯等有机组分氧化为CO2,H2O和HCI等气体,氧化尾气可通过碱液吸收脱HCI,活性炭吸附脱二嗯英,使净化废气稳定达标排放。相关化学反应方程式为:
C6H5C1+702———6C02+2H20+HCI+Q
2c6H6+902———12CO2+6H20+Q
HC1+NaOH——NaC1+H2O
2.2蓄热氧化工艺流程简介
来自氯化苯装置尾气、硝基氯苯装置尾气以及来自油田化学品部表面活性剂装置的尾气进入缓冲罐。从缓冲罐排出的混合尾气再与稀释空气混合,经过切换阀进入蓄热氧化反应器(壳体材质采用碳钢防腐结构,内衬陶瓷耐火材料,内部设置有蜂窝陶瓷蓄热体和陶瓷纤维保温材料);尾气通过蓄热反应器升温到有机物反应的启燃温度约700℃,其中的苯、氯苯等在蓄热氧化燃烧室内进行反应,升温到850oC,停留时间大于2S,生成CO2,H20和HC1等气体,并释放出反应热;反应热经蓄热床层回收后,预热进气尾气,处理后尾气通过碱液吸收塔脱除其中的HC1,碱洗后的尾气通入吸附器去除二嗯英以及氮氧化物,处理合格后经30m烟囱排放。吸收塔洗涤后含盐废水去氯化苯装置碱性水罐。工艺流程见图2。

在装置的开车和停车阶段,以空气为介质进行安全启动和停车吹扫操作,在装置意外停车时,装置也会引入空气对床层温度降温,确保装置在操作过程中的安全。当废气浓度较高时,装置会自动引入稀释空气,降低废气烃浓度,避免装置停车。
一般情况下,废气蓄热氧化放出的热量可维持系统的平稳运行。在装置正常运转过程中,燃烧器只提供一个安全明火,主燃烧器关闭;只有在开车阶段或当废气中有机物浓度很低时,才需要启动燃烧加热器补充热量。
2.3主要工艺操作条件
装置按15000m/h处理量设计,工艺指标按正常操作下废气量7894m。/h计算,正常操作时,蓄热氧化反应器、吸收塔和吸附罐操作条件分别见表1、表2、表3。




2016年6-7月取样分析,经蓄热反应器处理前后非甲烷总烃质量浓度对比见表5。

4采用的安全设施和措施
根据废气组成及质量浓度,可计算得到被空气稀释后的废气()为0.15%~0.20%(体积分数,下同),远小于有机废气的爆炸下限5.0%、苯的爆炸下限1.2%。
装置开车前,首先对废气源的流量、浓度进行检测,明晰待处理废气的基础数据后,在允许开工的条件下,确保装置稳定运行。
一般控制进入装置废气的质量浓度在2500~5000mg/m。,远远低于爆炸下限,当进入装置的废气质量浓度超过5000mg/m(设有在线监测仪表,亦可人工比对分析)以上时,装置会自动吸入空气进行稀释,使废气浓度控制在5000mg/m以下。一旦进人装置的废气浓度超过5000min。,而空气的吸入量达到最大而无法对浓度进行调节时,装置会自动联锁停车,将废气来源切断,同时进入大量清洁空气进行吹扫。除了可燃气浓度高高限联锁外,同时还设有燃烧器温度、差压联锁和风机故障等联锁,以确保装置的开工安全。
5结语
国内首套处理含氯有机废气的蓄热燃烧反应器完成安装调试后,应用于中国石化“碧水蓝天”项目之一的有机废气处理项目上,成功实现了对油田表面活性剂、氯化苯、硝基氯苯等生产装置的精馏真空系统、储罐及原氯化苯废气吸收吸附系统产生的含氯废气进行集中治理,使排放气中苯、氯苯、非甲烷总烃、HC1、二嗯英等含量均符合有关排放标准,最终实现了达标排放。
随着我国环保法规的日益严格,在未来5年内,苯、非甲烷总烃等的排放指标必将更加严格,本装置净化气中的苯、非甲烷总烃等指标可以满足将来更加严格的排放标准要求。
原标题:蓄热氧化技术在含氯有机废气处理上的应用



 橙电公众号
橙电公众号
 橙电APP
橙电APP

身份真实、信息真实、交易真实

实名认证、诚信积分、用户等级

服务最优、质量最优、价格最优
Copyright 2014-2026 www.gzcd88.com 广州橙电网络科技有限公司 版权所有 粤ICP备15096921号-4


 手机橙电
手机橙电



 收藏文章
收藏文章 分享至空间
分享至空间中的氯苯、苯等有机组分氧化为CO2,H2O和HCl等气体,氧化后的废气可通过碱液吸收脱HCl、活性炭吸附脱二f英&pic=http://www.gzcd88.com//uploads/attached/image/2017-08/09/1502255949_8414.jpg) 分享至微博
分享至微博